Оборудование для двухплатформенной лазерной резки оптического стекла/кварца/сапфира с использованием инфракрасного пикосекундного излучения.



Основной параметр
| Тип лазера | Инфракрасная пикосекунда |
| Размер платформы | 700×1200 (мм) |
| 900×1400 (мм) | |
| Толщина среза | 0,03-80 (мм) |
| Скорость резки | 0-1000 (мм/с) |
| Поломка режущей кромки | <0,01 (мм) |
| Примечание: Размер платформы можно настроить. | |
Основные характеристики
1. Сверхбыстрая лазерная технология:
• Короткие импульсы пикосекундного уровня (10⁻¹²с) в сочетании с технологией настройки MOPA обеспечивают пиковую плотность мощности >10¹² Вт/см².
• Инфракрасное излучение (1064 нм) проникает в прозрачные материалы за счет нелинейного поглощения, предотвращая абляцию поверхности.
• Запатентованная многофокусная оптическая система генерирует одновременно четыре независимых точки обработки.
2. Двухстанционная система синхронизации:
• Гранитные двухмоторные линейные координатные платформы (точность позиционирования: ±1 мкм).
• Время переключения станций <0,8 с, что позволяет осуществлять параллельные операции "обработки-загрузки/разгрузки".
• Независимый контроль температуры (23±0,5°C) на каждой станции обеспечивает долговременную стабильность обработки.
3. Интеллектуальное управление технологическими процессами:
• Интегрированная база данных материалов (более 200 параметров стекла) для автоматического сопоставления параметров.
• Мониторинг плазмы в реальном времени позволяет динамически регулировать энергию лазера (разрешение регулировки: 0,1 мДж).
• Защита воздушной завесой минимизирует образование микротрещин по краям (<3 мкм).
В типичном случае применения, включающем резку сапфировых пластин толщиной 0,5 мм, система обеспечивает скорость резки 300 мм/с с размером сколов <10 мкм, что представляет собой пятикратное повышение эффективности по сравнению с традиционными методами.
Преимущества обработки
1. Интегрированная двухпозиционная система резки и расщепления для гибкой работы;
2. Высокоскоростная обработка сложных геометрических форм повышает эффективность преобразования технологического процесса;
3. Режущие кромки без сужения, с минимальным образованием сколов (<50 мкм) и безопасные для оператора;
4. Плавный переход между техническими характеристиками продукта благодаря интуитивно понятному управлению;
5. Низкие эксплуатационные расходы, высокая производительность, отсутствие расходных материалов и загрязнений окружающей среды;
6. Отсутствие образования шлака, отработанных жидкостей или сточных вод с гарантированной целостностью поверхности;
Пример отображения
Типичные области применения
1. Производство бытовой электроники:
• Точная контурная резка 3D-защитного стекла для смартфона (точность R-угла: ±0,01 мм).
• Сверление микроотверстий в сапфировых линзах часов (минимальный диаметр отверстия: Ø0,3 мм).
• Отделка зон пропускания оптического стекла для камер, расположенных под дисплеем.
2. Производство оптических компонентов:
• Обработка микроструктур для массивов линз дополненной и виртуальной реальности (размер элемента ≥20 мкм).
• Угловая резка кварцевых призм для лазерных коллиматоров (угловой допуск: ±15 дюймов).
• Формирование профиля инфракрасных фильтров (конусность резки <0,5°).
3. Упаковка полупроводников:
• Обработка методом сквозных отверстий в стекле (TGV) на уровне пластины (соотношение сторон 1:10).
• Травление микроканалов на стеклянных подложках для микрофлюидных чипов (Ra <0,1 мкм).
• Частотные фильтры для настройки кварцевых MEMS-резонаторов.
Для изготовления оптических окон для автомобильных лидаров система позволяет выполнять контурную резку кварцевого стекла толщиной 2 мм с перпендикулярностью реза 89,5±0,3°, что соответствует требованиям автомобильных испытаний на вибрацию.
Применение технологических процессов
Специально разработан для точной резки хрупких/твердых материалов, включая:
1. Стандартное стекло и оптические стекла (БК7, плавленый кварц);
2. Кристаллы кварца и сапфировые подложки;
3. Закаленное стекло и оптические фильтры
4. Зеркальные подложки
Способен выполнять как контурную резку, так и прецизионное сверление внутренних отверстий (минимальный диаметр 0,3 мм).
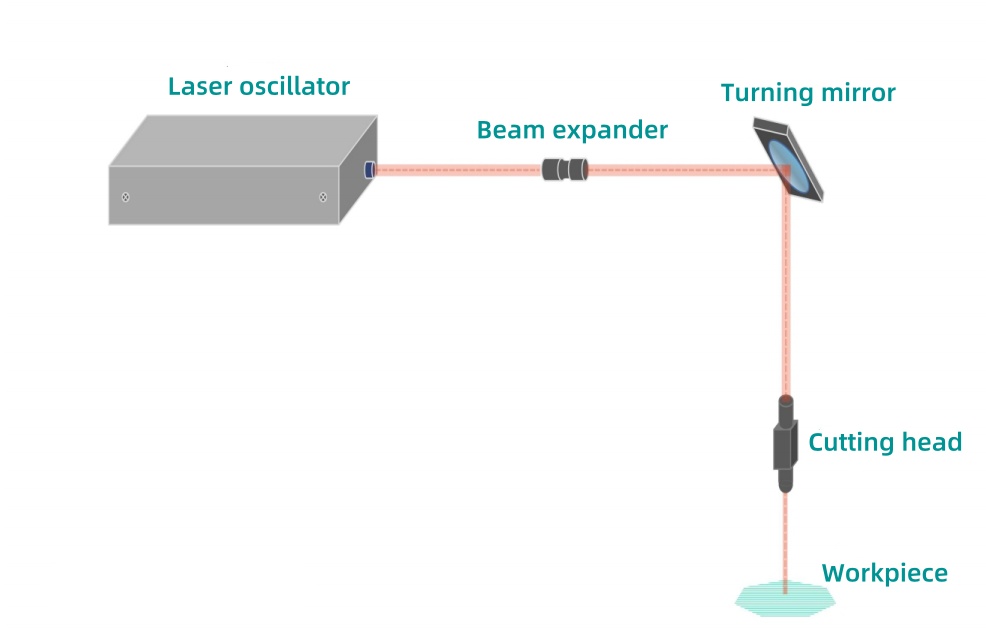
Принцип лазерной резки
Лазер генерирует сверхкороткие импульсы с чрезвычайно высокой энергией, которые взаимодействуют с заготовкой в течение фемтосекунд-пикосекундного времени. Во время распространения через материал луч разрушает его напряженную структуру, образуя микроскопические нитевидные отверстия. Оптимизированное расстояние между отверстиями создает контролируемые микротрещины, которые в сочетании с технологией раскалывания обеспечивают точное разделение.
Преимущества лазерной резки
1. Высокая степень автоматизации (совмещенная функция резки/расщепления) с низким энергопотреблением и упрощенным управлением;
2. Бесконтактная обработка обеспечивает уникальные возможности, недоступные при использовании традиционных методов;
3. Работа без расходных материалов снижает эксплуатационные расходы и повышает экологическую устойчивость;
4. Превосходная точность с нулевым углом конусности и исключением вторичного повреждения заготовки;
Компания XKH предоставляет комплексные услуги по индивидуальной настройке своих систем лазерной резки, включая разработку специализированных параметров процесса и создание решений, адаптированных под конкретные задачи, для удовлетворения уникальных производственных требований в различных отраслях промышленности.